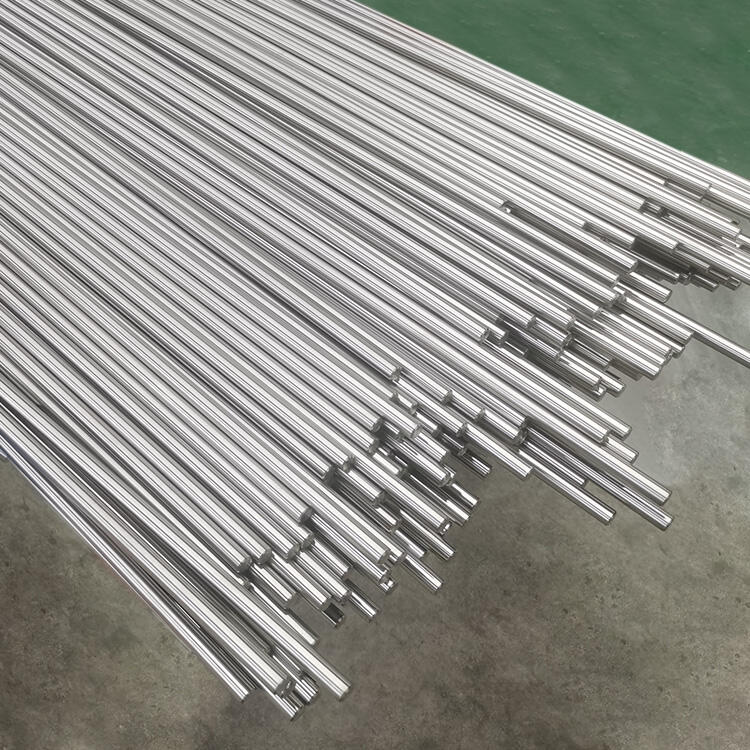
20 gauge titanium wire
20 gauge titanium wire represents a pinnacle of modern metallurgical engineering, combining exceptional strength with remarkable versatility. This specialized wire, measuring approximately 0.81mm in diameter, offers an optimal balance of durability and workability that makes it ideal for numerous applications. The wire's composition typically features grade 1 or grade 2 titanium, ensuring excellent corrosion resistance and biocompatibility. Its unique properties include a high strength-to-weight ratio, making it significantly lighter than steel while maintaining comparable strength characteristics. The wire exhibits outstanding resistance to fatigue and demonstrates remarkable shape memory properties, allowing it to return to its original form after deformation within certain limits. In industrial applications, 20 gauge titanium wire serves critical roles in aerospace components, medical devices, and high-performance automotive parts. The medical industry particularly values this wire for its biocompatibility and resistance to body fluids, making it perfect for surgical implants and orthodontic applications. The aerospace sector utilizes it in specialized components where weight reduction is crucial without compromising structural integrity. Additionally, the wire's natural oxide layer provides exceptional protection against environmental factors, eliminating the need for additional protective coatings in most applications.